
上海安铭普机械设备有限公司
专注于为超硬砂轮磨削行业提供整体解决方案
24H服务热线:
138-1896-9058
- 当前位置:




本系统为二轴电子手轮控制+三轴联动的数控砂轮修整系统,专用于数控工具磨的金刚石或者CBN砂轮的梢密修整。

1、系统简介:
1.1 本系统为二轴电子手轮+三轴联动数控砂轮修整系统,专用于数控工具磨的金刚石或者CBN砂轮的精密修整。
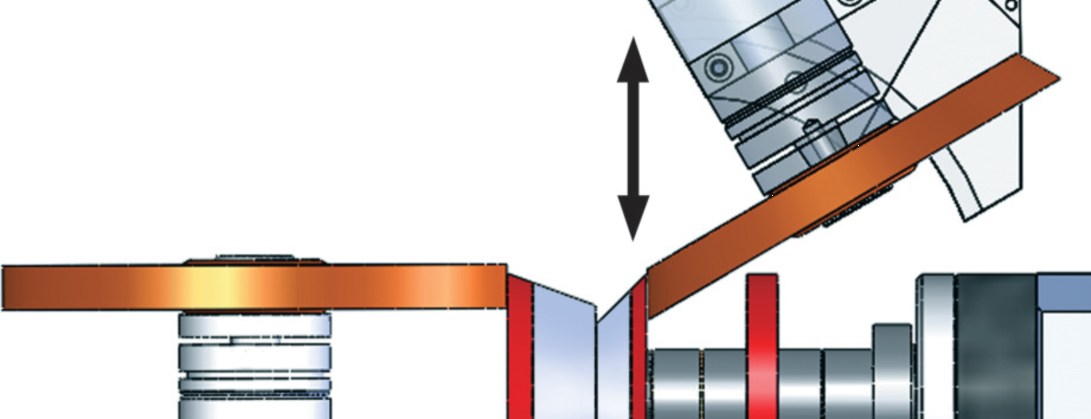
1.2 可以修整砂轮内侧面、外周面、外侧面、角度面和圆弧,修整尺寸一致性好,稳定可靠。

1.3 本数控砂轮修整系统配有测量和保存功能的视频测量系统,可选变倍镜头或者定倍镜头及高分辨率相机, 其中可变倍镜头适合尺寸变化范围更大的砂轮修整,定倍镜头成像更清晰,测量也更准确。镜头和相机均由透明亚克力罩保护;
1.4 被修整的金刚石或者CBN砂轮的主轴安装于1个十字滑台上,其X/Y轴由电子手轮在机外控制金刚石砂轮在机内的位置,修整时可以在软件界面中画出直线及圆弧,也可以调入dxf格式的CAD图纸到测量软件中,在屏幕上直观的观察和控制砂轮修整的程度;

1.5 测量软件预设一些常用的砂轮图形,可进行调用和编辑;
1.6 通过在屏幕上对好磨削起点后,修整砂轮部件数控自动旋转,往复走刀,自动进刀,根据程序执行修整工序。修整砂轮的C轴旋转伺服角度,Z轴进刀伺服位置可以在数控控制系统上显示;
1.7 修整方式:可自动、手动相结合,在自动修整过程中也可通过电子手轮控制手动进刀;
1.8 修整机配备密封机罩,可以干修、水雾修、湿修,加厚的钣金机罩和10mm厚的亚克力圆弧门使得修整机兼具了功能性、安全性和环境整洁的要求。
1.9修整机配置有吸尘口和磨削液回水口,客户可以选配吸尘机及磨削液过滤箱。
二、技术参数
被修整砂轮主轴 | 标配BT40接口主轴,可以选配客户接口主轴 |
被修整砂轮外径 | 80mm |
修磨方式 | 干修、水雾修和湿修 |
吸尘装置和磨削液过滤系统 | 选配 |
电源电压 | 三相380V / 50HZ |
总功率 | 3kVA |
被修整砂轮最大直径 | Ф300mm(超出可定制) |
被修整砂轮最小直径 | Ф30mm(超出可定制) |
被修整砂轮最大宽度 | 40mm(超出可定制) |
被修整砂轮转速 | 50-1000rpm (无级变速) |
被修整砂轮左右移动距离X轴 | 135mm(可以通过T型槽滑台,附加150mm手动调整行程) |
被修整砂轮前后移动距离Y轴 | 100mm |
修整砂轮(碳化硅)直径 | Ф200 (或者Ø250)x 10x Ø31.75mm |
修整砂轮(碳化硅)转速 | Max 2800rpm(无级变速) |
修整砂轮(碳化硅)摇摆次数 | 0-50Hz (无级变速) |
修整砂轮(碳化硅)摇摆长度 | 0-50mm (可调) |
光栅尺(磁栅尺,角度尺)分辨率 | 0.001mm/0.01度 |
CCD及高清镜头 | 高分辨率相机、可变倍或固定倍率高清晰镜头 |
上光源 | LED灯 |
背光源 | 采用大直径背光源技术 |
电脑主机, 高清晰液晶显示屏 | 1套 |
电脑测量系统 | 1套 |
放大倍率 | 选配 |
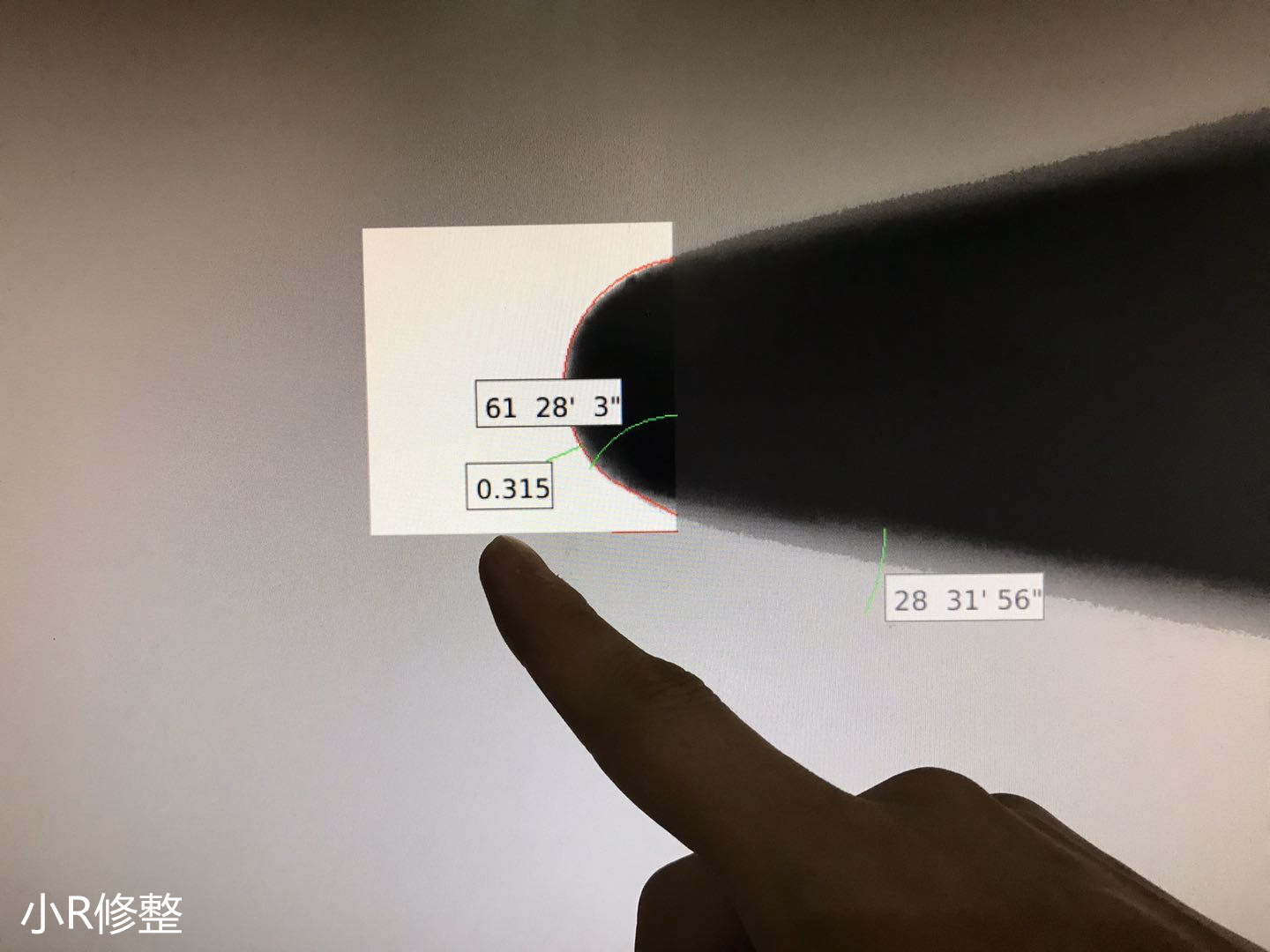
测量功能 | 可以将真实图像与CAD图纸同步放大后进行压线比较 |
数据显示 | 被修整砂轮的位置光栅尺读数可以在测量软件上显示 |
三、系统配置
3.1 被修整金刚石主轴采用外径80mm高精度高刚性机械主轴,ISO BT40内锥,根据客户不同型号砂轮法兰,可以配接不同型号转接头,客户也可以直接选配客制接口的80主轴。
3.2 配19寸液晶显示器的在线砂轮测量系统,数控系统、光源控制器和各控制按钮在显示器下方。测量软件可以将真实图像与CAD图纸同步放大后进行压线比较,并能测量实际差值。为操作者测量砂轮的尺寸,或者预估出修整余量。能输入DXF格式的CAD图纸。测量软件预设一些常用的砂轮图形,可进行调用、编辑;
3.3砂轮修整和测量范围:砂轮直径Ø30~300mm,砂轮厚度1 ~40mm。
3.4 C轴旋转伺服角度,Z轴进刀伺服位置可以在数控控制系统上显示,C轴最大旋转角度不小于95°。
3.5 采用高分辨率高清晰镜头,镜头和相机被透明保护罩保护起来。防止修整砂轮时产生的砂轮灰污损镜头和相机。
3.6 采用LED上(下)两路光源及线缆和光源控制器,,使用寿命长,客户在测量过程中边界显示更精确,且光线角度、强弱可以调节。
3.7 采用大直径背光源技术,使砂轮成像更清晰,精度更高。
3.8 配备有密封机罩,可以干修、水雾修、湿修,兼具了功能性、安全性和环境整洁的要求。不提供吸尘装置,提供与现有系统相接的抽风
3.10 三轴联动数控系统,电子手轮机外控制被修整砂轮轴十字滑台的X和Y直线。数控控制碳化硅修整砂轮进给数控直线轴Z、摇摆轴V和旋转数控轴C轴。
X轴:分辨率0.001mm,行程130mm(可以拖动砂轮主轴底座,加大行程到300)
Y轴:分辨率0.001mm,行程100mm
Z轴:分辨率0.001mm,行程100mm
V轴:摇摆轴,行程50mm
C轴:分辨率0.001°,定位精度45”,重复定位精度+/-5”
3.12 在自动修整过程中也可通过电子手轮控制手动进刀;
3.13 直线数控轴采用进口滚珠丝杆和绝对值编码器总线伺服电机,旋转数控轴采用数控分度盘。
3.14 被修整砂轮组主轴驱动电机采用交流变频电机驱动,碳化硅修整砂轮主轴采用体积更小的直流无刷电机驱动,两主轴转速均为程序自动控制。
四、使用说明:
4.1 每个砂轮组应该采用唯一编码;
4.2 每个砂轮组的安装尺寸应提早测量和输入砂轮修整机保存;
4.3修整砂轮时,手动调节X/Y轴,把砂轮调整到原始磨削起点位置,在测量界面十字线交
点位置,手动调整砂轮位置后可以试运行,在屏幕上可以观察和调整碳化硅砂轮和被修整砂轮相对运行位置;
4.4 根据砂轮磨损程度选择修整量,修整机会自动按照之前保存的修整参数自动运行砂轮修4.4可选择直线、圆弧修整程序实现直线或者圆弧的数控自动修整;
4.5 对于成组砂轮,选择下一片需要修整的砂轮和需要修整的面,继续以上循环直至完成整套砂轮组修整;
4.6 建议修整完的砂轮先检测跳动、动平衡、砂轮组尺寸后记录下数据;
4.7 使用测量系统检测和记录修整后的砂轮表面金刚石磨粒状态,保证每片砂轮处于最佳工作状态,以及有足够的资讯用于选择更合理的砂轮。
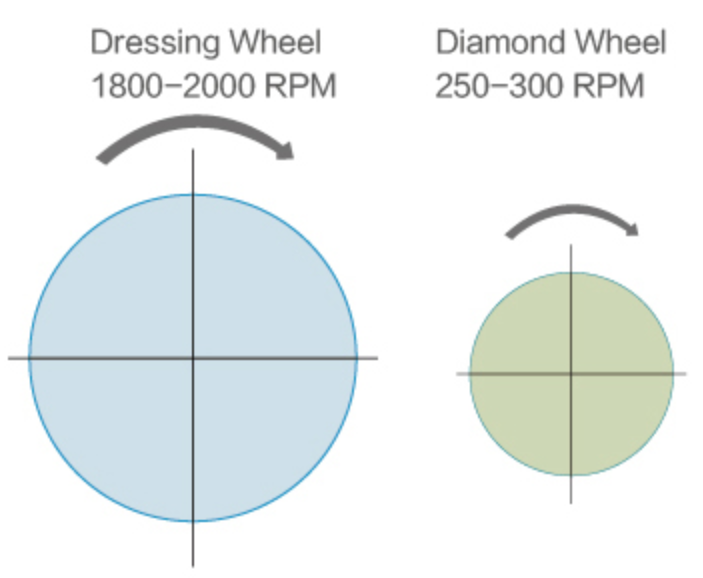
使用修整机时砂轮转速的调整
根据经验我们推荐的修整砂轮和被修整的金刚石/CBN砂轮的线速度比是:20:5,因此根据直径调整不同的转速,详见下表


Grinding wheel size selection
砂轮的粒度选择


工作细节图



期待为您服务

-
电话:400-1516-021
-
传真:021-61294482
-
手机:138-1896-9058
-
邮箱:zyf840126@163.com
-
地址:上海市嘉定区墨玉路185号1层J
-
 关注我们公众号
关注我们公众号 -

加我微信咨询

