
上海安铭普机械设备有限公司
专注于为超硬砂轮磨削行业提供整体解决方案
24H服务热线:
138-1896-9058
0
- 当前位置:




产品内容
硬质合金刀具与高速钢刀具越来越高的品质要求和成本压力,促使刀具生产厂商必须选择较先进的高效数控磨床,利合RIHON为了适应这一趋势的发展,开发更高品质的刀具磨砂轮,才能适应更高效率及形状的保持性。我们研发的AK高温树脂和KC, KS的树脂金属法(Hybrid)等结合剂,得到客户很好的验证,并不断研发更好的产品,满足不断发展的刀具行业。
简介
硬质合金刀具与高速钢刀具越来越高的品质要求和成本压力,促使刀具生产厂商必须选择较先进的高效数控磨床
,利合RIHON为了适应这一趋势的发展,开发更高品质的刀具磨砂轮,才能适应更高效率及形状的保持性。我们研
发的AK高温树脂和KC, KS的树脂金属法(Hybrid)等结合剂,得到客户很好的验证,并不断研发更好的产品,满足
不断发展的刀具行业。
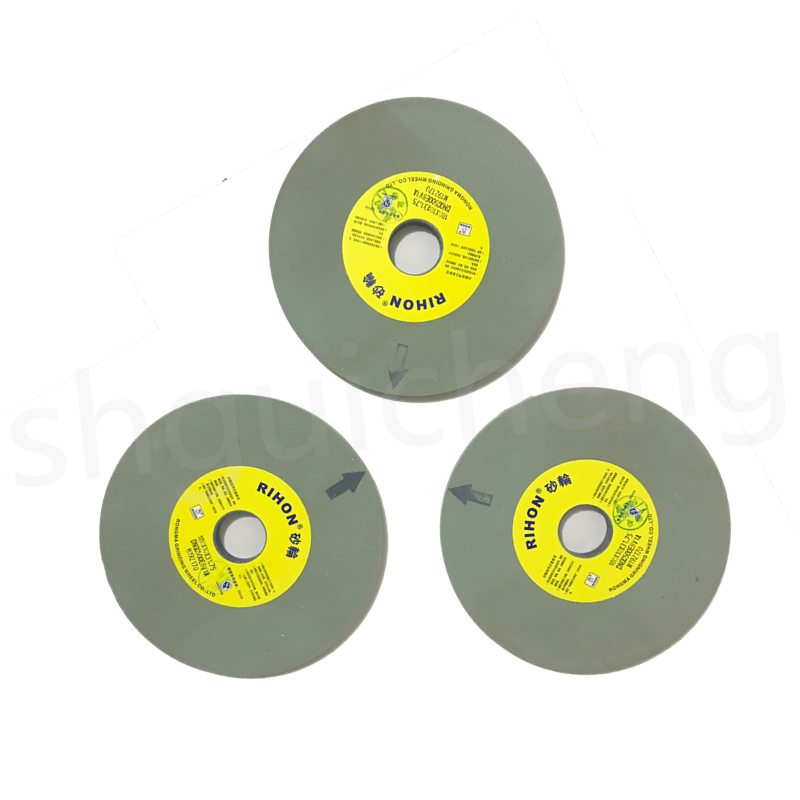
特性
1.含有极高的气孔率一较佳的排屑性、较高的自由切削性、较低的研磨压力、较低的研磨温度、良好的工件
表面品质与树脂法和金属法砂轮比较,RIHON·含有前者所没有的气孔,因此拥有较佳的自由切削性和排屑性,进
而降低研磨阻抗,同时因为可容纳较多研磨液,因此可降低研磨时的温度,大幅臧少工件烧焦及变形的可能性。
如果RIHON砂轮用于高週速度的研磨加工(80一120m/s),搭配上列的优点,则可以大幅提升加工效率,降低加工时
间,同时保持工件尺寸精确度和良好面粗度。简而言之,研磨週速度越高,研磨的效率和效能提升越明显。
2.结合剂键结力大+自由切削性高→寿命长、研磨比高、修整次数臧少
瓷质烧结法砂轮耐热性高,键结力强,没有树脂法遇热容易造成磨粒脱落和金属法自由切削性不足的缺点,
加上钻石&CBN磨粒本身的自我削锐及常保锐利度、耐摩耗等特性,RIHON“的寿命长、研磨比高、修整次数大幅降
低,因此可提高设备利用率,减少更换砂轮的次数,并节省因修整砂轮而浪费的砂轮成本。此外,RIHON‘也没有
电铸法磨粒无法充分利用的缺点,因为瓷质烧结法键结力强,每个磨粒得以充分利用。与传统氧化铝(A 1203)砂
轮比较,RIHON·可延长内子L研磨修整週期200倍(200pcs/dress),外径研磨40一60倍(400一600pcs/dress),大幅臧
少修整次数和机械的非加工时间。
3.修整容易且可控制修整条件一不同的面粗度和磨除率要求瓷质烧结法砂轮的削正和削锐为同一步骤统称为
修整,削正和削锐则分为2个步骤,削正和削锐量不容易控制,即完成削正的同时削锐也同时完成,树脂法和金属
法砂轮的进而影响砂轮表面和工件尺寸、面粗度的一致性和稳定性。RIHON、的优点之一是可以藉由修整条件的改
变,达到不同的面粗度和磨除率要求,也就是同一个砂轮可以作粗磨和细磨加工,节省更换砂轮的时间并避免工
件在不同机台间转换所造成的尺寸偏差。因为修整容易的特性,或成型修整轮,RIHONX可以像传统砂轮一样,进
行成型研磨。如果搭配CNC控制程式
4.产生压缩应力一提升工件疲劳强度
瓷质烧结法氧化铝和碳化娃砂轮在研磨难削材时.因为自由切削性不熔,会产生大量的研磨热,此研磨热会在
工件表面产生拉伸应力;又工件在作动时多半承受拉伸压力,而在研磨时所残留的拉伸压力,则会大幅降《氏工件
的疲劳强度。RIHON含有气孔具有较高的自由切削性.所以可以降低研磨热对工件所造成的影响,并在工件表面产
生残留的压缩应力,大幅提高工件在作动时的疲劳强度,此效果对于小尺寸的工件特别明显。
硬质合金刀具与高速钢刀具越来越高的品质要求和成本压力,促使刀具生产厂商必须选择较先进的高效数控磨床
,利合RIHON为了适应这一趋势的发展,开发更高品质的刀具磨砂轮,才能适应更高效率及形状的保持性。我们研
发的AK高温树脂和KC, KS的树脂金属法(Hybrid)等结合剂,得到客户很好的验证,并不断研发更好的产品,满足
不断发展的刀具行业。
特性
1.含有极高的气孔率一较佳的排屑性、较高的自由切削性、较低的研磨压力、较低的研磨温度、良好的工件
表面品质与树脂法和金属法砂轮比较,RIHON·含有前者所没有的气孔,因此拥有较佳的自由切削性和排屑性,进
而降低研磨阻抗,同时因为可容纳较多研磨液,因此可降低研磨时的温度,大幅臧少工件烧焦及变形的可能性。
如果RIHON砂轮用于高週速度的研磨加工(80一120m/s),搭配上列的优点,则可以大幅提升加工效率,降低加工时
间,同时保持工件尺寸精确度和良好面粗度。简而言之,研磨週速度越高,研磨的效率和效能提升越明显。
2.结合剂键结力大+自由切削性高→寿命长、研磨比高、修整次数臧少
瓷质烧结法砂轮耐热性高,键结力强,没有树脂法遇热容易造成磨粒脱落和金属法自由切削性不足的缺点,
加上钻石&CBN磨粒本身的自我削锐及常保锐利度、耐摩耗等特性,RIHON“的寿命长、研磨比高、修整次数大幅降
低,因此可提高设备利用率,减少更换砂轮的次数,并节省因修整砂轮而浪费的砂轮成本。此外,RIHON‘也没有
电铸法磨粒无法充分利用的缺点,因为瓷质烧结法键结力强,每个磨粒得以充分利用。与传统氧化铝(A 1203)砂
轮比较,RIHON·可延长内子L研磨修整週期200倍(200pcs/dress),外径研磨40一60倍(400一600pcs/dress),大幅臧
少修整次数和机械的非加工时间。
3.修整容易且可控制修整条件一不同的面粗度和磨除率要求瓷质烧结法砂轮的削正和削锐为同一步骤统称为
修整,削正和削锐则分为2个步骤,削正和削锐量不容易控制,即完成削正的同时削锐也同时完成,树脂法和金属
法砂轮的进而影响砂轮表面和工件尺寸、面粗度的一致性和稳定性。RIHON、的优点之一是可以藉由修整条件的改
变,达到不同的面粗度和磨除率要求,也就是同一个砂轮可以作粗磨和细磨加工,节省更换砂轮的时间并避免工
件在不同机台间转换所造成的尺寸偏差。因为修整容易的特性,或成型修整轮,RIHONX可以像传统砂轮一样,进
行成型研磨。如果搭配CNC控制程式
4.产生压缩应力一提升工件疲劳强度
瓷质烧结法氧化铝和碳化娃砂轮在研磨难削材时.因为自由切削性不熔,会产生大量的研磨热,此研磨热会在
工件表面产生拉伸应力;又工件在作动时多半承受拉伸压力,而在研磨时所残留的拉伸压力,则会大幅降《氏工件
的疲劳强度。RIHON含有气孔具有较高的自由切削性.所以可以降低研磨热对工件所造成的影响,并在工件表面产
生残留的压缩应力,大幅提高工件在作动时的疲劳强度,此效果对于小尺寸的工件特别明显。

期待为您服务

-
电话:400-1516-021
-
传真:021-61294482
-
手机:138-1896-9058
-
邮箱:zyf840126@163.com
-
地址:上海市嘉定区墨玉路185号1层J
-
 关注我们公众号
关注我们公众号 -

加我微信咨询

